ОТКСЕ (ОК 022-95)
Общероссийский технологический классификатор сборочных единиц машиностроения и приборостроения
Действует
Дата последней актуализации классификатора и внесения в него изменений: 10.01.2026
Общие сведения о классификаторе ОТКСЕ
Наименование на русском языке: Общероссийский технологический классификатор сборочных единиц машиностроения и приборостроения
Наименование на английском языке: Russian Technological Classification of Machine- and Instrument-Building Assembly Units
Аббревиатура: ОТКСЕ
Обозначение: ОК 022-95
Дата введения в действие: 01.01.1997
Основание: Постановление Госстандарта России от 22.11.1995 г. № 593
Предыдущий классификатор: —
Дата окончания действия: —
Основание: —
Последующий классификатор: —
Ответственный орган: Ростехрегулирование
Официальный сайт: https://www.gost.ru/portal/gost/
Описание классификатора ОТКСЕ
Вхождение классификатора в Национальную систему стандартизации
Общероссийский технологический классификатор сборочных единиц машиностроения и приборостроения (ОТКСЕ) входит в состав Единой системы классификации и кодирования технико-экономической и социальной информации (ЕСКК) Российской Федерации.
Предшествующий классификатор
Общероссийский технологический классификатор сборочных единиц машиностроения и приборостроения (ОТКСЕ) разработан впервые.
Информационные ресурсы для разработки классификатора
ОТКСЕ построен на основе рекомендаций "Технологическая классификация сборочных единиц общемашиностроительного применения на базе Классификатора ЕСКД" Р54-306-90.
Соответствие классификатора международным и национальным регламентирующим документам
Аналогов за рубежом не имеется.
Параметрические группировки соответствуют требованиям международных стандартов.
Назначение классификатора
Общероссийский технологический классификатор сборочных единиц машиностроения и приборостроения (ОТКСЕ) предназначен для классификации во взаимодействии с Классификатором изделий и конструкторских документов машиностроения и приборостроения (Классификатором ЕСКД) сборочных единиц по существенным признакам, отображаемых в виде технологических требований в конструкторских документах, с целью создания комплекса классификаторов конструктивных и технологических признаков изделий и конструкторских документов.
ОТКСЕ используется при решении различных конструкторско-технологических задач, в т.ч.:
- информационное обеспечение проектной, производственной деятельности и автоматизированных систем (САПР, АСУ, АСТПП, КИП М и др.);
- анализ номенклатуры сборочных единиц;
- группирование сборочных единиц для разработки типовых и групповых технологических процессов;
- специализация и кооперация производства;
- тематический поиск и заимствование ранее разработанных конструкций и технологических процессов;
- автоматизация проектирования сборочных единиц и технологических процессов их изготовления.
Цели и основные задачи разработки классификатора
ОТКСЕ дополняет Классификатор ЕСКД и Технологический классификатор деталей машиностроения и приборостроения (ТКД), развивая возможности конструктивно-технологической классификации изделий машиностроения и приборостроения в направлении ряда существенных признаков сборочных единиц.
Принципиальные положения действующих сопряженных Классификаторов ЕСКД и ТКД одобрены промышленностью и проверены практикой внедрения как при традиционном (ручном) методе классификации, так и при автоматизации процессов классификации на его основе.
Одной из этих систем классификации является автоматизированная система конструкторско-технологической классификации (АСКТК) на основе Классификаторов ЕСКД и ТКД.
Опытный образец этой системы, разработанный РНЦ КИ при участии ВНИИНМАШ, принят межведомственной комиссией и рекомендован к широкому распространению в подотраслях машиностроения и приборостроения.
В порядке эксперимента АСКТК была дополнена разделами ОТКСЕ, которые во взаимодействии с Классификаторами ЕСКД и ТКД обеспечили расширение предметной области АСКТК.
Объекты классификации
В соответствии с ГОСТ 2.101-84 "ЕСКД. Виды изделий" сборочной единицей называется изделие, составные части которого подлежат соединению между собой на предприятии-изготовителе сборочными операциями (свинчиванием, клепкой, пайкой, опрессовкой и т.п.).
Сложные сборочные единицы и комплексы (например: станок, автомобиль, трактор и т.п.) изготавливаются (собираются) из множества различной сложности изделий:
- деталей;
- блоков деталей для сборочных единиц, состоящих из большого количества деталей;
- сборочных единиц узловой сборки, составными частями которых являются детали и блоки деталей;
- сборочных единиц общей сборки, собираемых из деталей, блоков деталей и узлов посредством одноименной технологической операции (сварка, пайка, резьбовое соединение и т.п.) или сочетания нескольких сборочных операций.
Система классификации и кодирования
Технологический код для сборочных единиц формируют по каждой технологической операции изготовления (сборки).
Для решения различных производственных задач на основе технологического кода, в том числе для подбора и группирования сборочных единиц по технологическому подобию и для технологической подготовки производства, целесообразно производить декомпозицию сложных сборочных единиц на более простые и для каждой из них формировать технологический код.
Уровень декомпозиции зависит от конкретных производственных задач и целей.
Основные принципы построения ОТКСЕ сводятся к следующим положениям:
- Технологическая классификация сборочных единиц является логическим продолжением и дополнением их классификации по конструктивным признакам посредством Классификатора ЕСКД;
- В качестве классификационных признаков используют только существенные характеристики из конструкторской документации;
- Разделение множества объектов по основным технологическим признакам и признакам, характеризующим объект в зависимости от его вида по технологическому методу изготовления (сборки);
- Постоянство кода основных признаков и изменение кода признаков, характеризующих вид объекта;
- Технологическая классификация построена в значительной мере по методу фасетной классификации, основанной на параллельном разделении множества на независимые классификационные группировки;
- Система кодирования - позиционная, алфавитно-цифровая, состоящая из 10 цифровых десятичных знаков и 24 букв русского алфавита (исключаемые буквы: ё, з, й, о, х, ч, ъ, ы, ь).
Технологическую классификацию распространяют на сборочные единицы основного и вспомогательного производства.
В структуре технологического кода сборочной единицы за каждым признаком закрепляется определенная позиция и значность (количество разрядов кода).
Технологическое кодовое обозначение сборочной единицы имеет длину четырнадцать знаков (при одном методе изготовления).
Это кодовое обозначение состоит из двух частей:
— кодового обозначения классификационных группировок основных признаков (постоянная часть) - шесть знаков и
— кодового обозначения классификационных группировок признаков, характеризующих вид сборочной единицы по технологическому методу изготовления (сборки) (переменная часть), - восемь знаков.
Переменная часть кода сборочной единицы может формироваться один или несколько раз в зависимости от того, сколькими технологическими методами производится ее изготовление (сборка).
Структура технологического кода имеет вид:
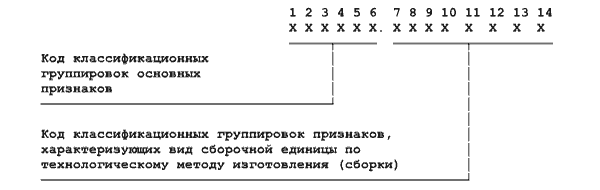
Цифры 1, 2, 3 и т.д. во всех структурных схемах означают номера позиций (разрядов) технологического кода.
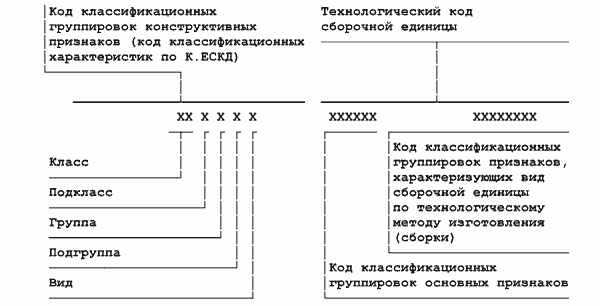
Структура конструкторско-технологического кода сборочной единицы, состоящего из кода классификационных группировок конструктивных признаков и технологического кода (при одном методе сборки), имеет вид:
Если сборочная единица изготовляется (собирается) посредством нескольких технологических методов, то структура ее конструкторско-технологического кода имеет вид:
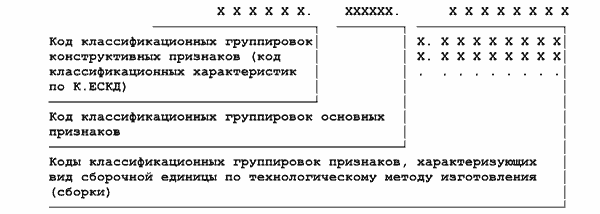
Структура полного конструкторско-технологического кода сборочной единицы, составленного из обозначения сборочной единицы по ГОСТ 2.201-80, технологического кода (при одном методе изготовления) и состоящего из 37 знаков, в том числе 6 разделительных знаков (5 точек и дефис), имеет вид:

Способ записи конструкторско-технологического кода сборочной единицы в специализированных документах устанавливается предприятием (организацией).
Структура конструкторско-технологического и полного конструкторско-технологического кодов обеспечивает использование различных частей и сочетаний частей кода в зависимости от характера решаемых задач.
В ОТКСЕ, части 1, обеспечена классификация и кодирование всей номенклатуры сборочных единиц по основным технологическим признакам (постоянной части кода) и сборочных единиц с получением полного кода для следующих операций изготовления (сборки): сварки, пайки, склеивания, формования из полимерных материалов и посредством резьбового соединения.
Дополнительная обработка сборочных единиц, включая термообработку, обработку резанием, нанесение покрытия и др. операции, может быть классифицирована посредством ТКД.
При этом обрабатываемая сборочная единица рассматривается как деталь.
Система ведения классификатора
Введение Общероссийского технологического классификатора сборочных единиц машиностроения и приборостроения (ОТКСЕ) осуществляет Всероссийский научно-исследовательский институт стандартизации и сертификации в машиностроении (ВНИИНМАШ).
Подсистема ведения ОТКСЕ предусматривает взаимодействие ВНИИНМАШ с ВНИИКИ Госстандарта России.
Обновления классификатора ОТКСЕ
Список последних обновлений классификатора с указанием номера изменения, даты его утверждения и введения в действие.
| Номер изменения | Дата утверждения | Дата введения в действие |
|---|---|---|
| Изменений не было |
