ОТКД (ОК 021-95)
Общероссийский технологический классификатор деталей машиностроения и приборостроения
Действует
Дата последней актуализации классификатора и внесения в него изменений: 10.01.2026
Общие сведения о классификаторе ОТКД
Наименование на русском языке: Общероссийский технологический классификатор деталей машиностроения и приборостроения
Наименование на английском языке:
Аббревиатура: ОТКД
Обозначение: ОК 021-95
Дата введения в действие: 01.01.1996
Основание: Постановление Госстандарта России от 18.08.1995 г. № 439
Предыдущий классификатор: Технологический классификатор деталей машиностроения и приборостроения (1 85 142)
Дата окончания действия: —
Основание: —
Последующий классификатор: —
Ответственный орган: Ростехрегулирование
Официальный сайт: https://www.gost.ru/portal/gost/
Описание классификатора ОТКД
1. ПРЕДИСЛОВИЕ
Технологический классификатор деталей машиностроения и приборостроения (ТКД) создан на основе ранее изданного Технологического классификатора деталей (Технологический классификатор деталей машиностроения и приборостроения. М., Издательство стандартов, ч.I, 1974, ч.II, 1976) и является дальнейшим его развитием и совершенствованием.
Широкое использование технологического классификатора деталей в промышленности при подготовке производства, в рамках внедрения ЕСТПП, показало его высокую эффективность при решении производственных задач с применением современных средств вычислительной техники и новейших технико-математических методов.
Технологический классификатор деталей используется в системе подготовки производства и управления им совместно с общесоюзными классификаторами технико-экономической информации.
Опыт его внедрения в отраслях промышленности показал, что он создает предпосылки для решения следующих основных задач:
- анализ номенклатуры деталей по их конструкторско-технологическим характеристикам;
- группирование деталей по конструкторско-технологическому подобию для разработки типовых и групповых технологических процессов с использованием ЭВМ;
- подетальная специализация производственных подразделений (участков, цехов, заводов);
- повышение серийности и концентрация производства деталей;
- унификация и стандартизация деталей и технологических процессов их изготовления;
- рациональный выбор типов технологического оборудования;
- тематический поиск и заимствование ранее разработанных типовых или групповых технологических процессов;
- автоматизация проектирования деталей и технологических процессов их изготовления.
Основной целью ТКД является снижение трудоемкости и сокращение сроков технологической подготовки производства.
Настоящий Технологический классификатор деталей машиностроения и приборостроения при неизменных основных принципах его построения охватывает детали всех отраслей промышленности основного и вспомогательного производств.
Он является логическим продолжением и дополнением классов деталей Классификатора ЕСКД (классы 71, 72, 73, 74, 75, 76).
Классификатор ЕСКД разработан в качестве информационной части ГОСТ 2.201-80 "ЕСКД. Обозначение изделий и конструкторских документов" единой классификационной обезличенной системы обозначения изделий и конструкторских документов машиностроения и приборостроения.
Классы деталей создают оптимальные условия для:
- создания единого информационного языка для автоматизированных систем управления и облегчения тематического поиска деталей и их конструкторских документов с целью предотвращения разработки аналогичных;
- определения объектов и направлений унификации и стандартизации;
- обеспечения возможности использования различными предприятиями и организациями конструкторской документации в проектировании, производстве, эксплуатации, ремонте, разработанной другими организациями, без ее переоформления;
- широкого внедрения средств вычислительной техники в сферы проектирования и управления;
- применения кодов деталей по классам деталей совместно с технологическими кодами при решении задач технологической подготовки производства с использованием средств вычислительной техники.
Эти классы охватывают детали всех отраслей промышленности основного и вспомогательного производств, в том числе и стандартные, как составные части специфицированных изделий (сборочных единиц, комплектов и комплексов), не имеющие самостоятельного эксплуатационного назначения (шайба, корпус, фланец и др.), так и имеющие самостоятельное эксплуатационное назначение - однодетальные изделия (ланцет, зубило, игла, калибр и др.).
Метод построения классов деталей основан на дедуктивном делении классифицируемого множества на подмножества (от общего к частному) по подчиненным (соподчиненным) признакам - иерархический метод классификации.
Этим достигается конкретизация признаков деталей на каждой последующей ступени классификационного деления, что обеспечивает создание четкого распознавательного образа для тематического поиска детали.
Классы деталей содержат следующую номенклатуру:
- класс 71 - детали - тела вращения типа колец, дисков, шкивов, блоков, стержней, втулок, стаканов, колонок, валов, осей, штоков, шпинделей и др.;
- класс 72 - детали - тела вращения с элементами зубчатого зацепления; трубы, шланги, проволочки, разрезные сектора, сегменты; изогнутые из листов, полос и лент; аэрогидродинамические; корпусные, опорные; емкостные, подшипников;
- класс 73 - детали - не тела вращения корпусные, опорные, емкостные;
- класс 74 - детали - не тела вращения: плоскостные; рычажные, грузовые, тяговые; аэрогидродинамические; изогнутые из листов, полос и лент; профильные; трубы;
- класс 75 - детали - тела вращения и (или) не тела вращения, кулачковые, карданные, с элементами зацепления, арматуры, санитарно-технические, разветвленные, пружинные, ручки, уплотнительные, отсчетные, пояснительные, маркировочные, защитные, посуды, оптические, электрорадиоэлектронные, крепежные;
- класс 76 - детали технологической оснастки, инструмента.
При классификации использованы следующие основные признаки: "геометрическая форма", "функциональный", "параметрический", "конструктивный", "служебного назначения", "наименование".
В классах 71, 72, 73, 74, 75 в качестве основания деления использован в основном признак "геометрическая форма", в класс 76 расклассифицированы детали, выполняющие самостоятельные функции (однодетальные изделия), а также специфические детали технологической оснастки и инструмента, являющиеся составными частями изделий (например, пуансоны, матрицы и др.), не выполняющие самостоятельных функций.
В технологическом классификаторе деталей установлены следующие признаки классификации деталей: "размерная характеристика", "группа материала", "вид детали по технологическому методу изготовления", "вид исходной заготовки", "квалитет", "параметр шероховатости", "характеристика технологических требований", "характеристика термической обработки", "толщина покрытия", "поверхность покрытия", "характеристика толщины", "площадь формования", "дополнительная характеристика", "характеристика массы" и др.
В настоящей редакции технологического классификатора имеются разделы по следующим видам деталей по методу изготовления:
1 - детали, изготовляемые литьем;
2 - детали, изготовляемые ковкой и объемной штамповкой;
3 - детали, изготовляемые листовой штамповкой;
4 - детали, обрабатываемые резанием;
5 - детали, термически обрабатываемые;
6 - детали, изготовляемые формообразованием из полимерных материалов и резины;
7 - детали с покрытием;
8 - детали, обрабатываемые электрофизикохимически;
9 - детали, изготовляемые порошковой металлургией;
- А - детали, изготовленные сваркой;
- Б - детали, изготовленные пайкой;
- В - детали, изготовленные склеиванием;
- Г - детали, изготовленные термической резкой.
Коды деталей по Технологическому классификатору вместе с кодами деталей по Классификатору ЕСКД являются исходной информацией, которая используется предприятиями на стадиях конструкторской и технологической подготовки производства и управления им, с использованием средств вычислительной техники.
Процесс кодирования деталей по Технологическому классификатору заключается в присвоении детали кода классификационных группировок конструктивных признаков по Классификатору ЕСКД.
Это необходимо проводить в том случае, когда в основной надписи чертежа детали обозначение проставлено не в соответствии с ГОСТ 2.201-80.
Затем этот код дополняется кодами основных технологических признаков и признаков, определяющих вид детали по технологическому методу.
Система буквенно-цифрового кодирования, принятая в Технологическом классификаторе, используется для ввода и вывода информации в ЭВМ.
При использовании алфавитно-цифровых и счетно-перфорационных машин также может использоваться буквенно-цифровой код.
Однако на некоторых предприятиях используют цифровые счетно-перфорационные машины.
В этом случае можно рекомендовать замену однозначного буквенно-цифрового кода на двузначный цифровой:
| Однозначный буквенно-цифровой код | Двузначный цифровой код |
|---|---|
| 0 | 00 |
| 1 | 01 |
| 2 | 02 |
| 3 | 03 |
| 4 | 04 |
| 5 | 05 |
| 6 | 06 |
| 7 | 07 |
| 8 | 08 |
| 9 | 09 |
| А | 10 |
| Б | 11 |
| В | 12 |
| Г | 13 |
| Д | 14 |
| Е | 15 |
| Ж | 16 |
| И | 17 |
| К | 18 |
| Л | 19 |
| М | 20 |
| Н | 21 |
| П | 22 |
| Р | 23 |
| С | 24 |
| Т | 25 |
| У | 26 |
| Ф | 27 |
| Ц | 28 |
| Ш | 29 |
| Щ | 30 |
| Э | 31 |
| Ю | 32 |
| Я | 33 |
В приложении к Классификатору представлены следующие материалы:
- примеры формирования конструкторско-технологического кода детали, в зависимости от метода изготовления;
- перечень материалов и их коды по Технологическому классификатору;
- рекомендации по выбору типового процесса изготовления литых деталей и деталей, изготовляемых ковкой и объемной штамповкой;
- рекомендации по выбору металлорежущего оборудования;
- рекомендации по выбору термического оборудования;
- рекомендации по выбору оборудования для прессовых и литьевых деталей из пластмасс;
- перечень полимерных материалов и их коды по Технологическому классификатору;
- указания по использованию счетно-перфорационных машин;
- рекомендации по выбору оборудования;
- расчет расхода материалов с использованием технологического кода детали с покрытием.
Перечень материалов является рекомендуемым и предназначен для облегчения процесса формирования технологического кода деталей.
Предполагается, что каждое предприятие должно составить свой локальный перечень применяемых в производстве материалов.
Для двух разделов Классификатора даны методические рекомендации, как с помощью конструкторско-технологического кода и некоторых других характеристик деталей определить рациональный способ изготовления.
Например, для литых деталей в зависимости от типа производства и сочетания классификационных группировок показана возможность определения способа литья: литьем в металлические или в песчано-глинистые формы, штамповкой жидкого металла или литьем под давлением.
В зависимости от классификационных группировок табличных размеров деталей составлены рекомендации по выбору типов оборудования: металлорежущего, термического, литейного и др.
Приведены модели наиболее распространенного оборудования с их эксплуатационными характеристиками.
2. СИСТЕМА КЛАССИФИКАЦИИ И КОДИРОВАНИЯ
В основу технологической классификации деталей положен фасетный метод, при котором заданное множество делят на группировки независимо по различным признакам классификации.
Технологическую классификацию распространяют на детали машиностроения и приборостроения основного и вспомогательного производств.
В качестве классификационных признаков используют существенные технологические характеристики деталей, которые в сочетании с конструктивными признаками определяют их технологическое подобие.
Классификационные таблицы-фасеты составляют для основных признаков технологической классификации и для признаков, характеризующих вид детали по технологическому методу ее изготовления.
Детали кодируют буквенно-цифровым алфавитом кода.
В структуре технологического кода деталей за каждым признаком закрепляют определенный разряд (позицию) и количество знаков.
Система построения кодовых обозначений обеспечивает формирование групп, состоящих из оптимального числа деталей, с использованием средств вычислительной техники.
Структура конструкторско-технологического кода обеспечивает обработку информации в различных кодовых комбинациях для решения производственных задач и допускает использование частей кода и их сочетаний, в зависимости от характера решаемых задач.
Технологический классификатор представляет собой систематизированный свод наименований общих признаков деталей, их составляющих частных признаков и их кодовых обозначений в виде классификационных таблиц.
Форма классификатора допускает оперативное изменение его содержания без изменения других позиций классификатора и его переиздания.
Технологическое кодовое обозначение детали имеет длину четырнадцать знаков.
Это кодовое обозначение состоит из двух частей: кодового обозначения классификационных группировок основных признаков (постоянная часть) - шесть знаков и кодового обозначения классификационных группировок признаков, характеризующих вид детали по методу ее изготовления (переменная часть) - восемь знаков:
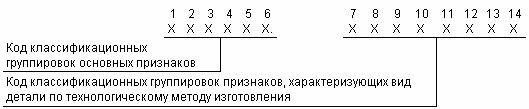
Цифры 1, 2 и т.д. во всех структурах обозначают номера позиций технологического кода.
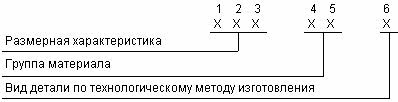
Приняты следующие основные признаки технологической классификации деталей: размерная характеристика, группа материала, вид детали по технологическому методу изготовления.
Структура и длина кодового обозначения, составленного из кодов классификационных группировок основных технологических признаков, имеет вид:
Приняты следующие признаки технологической классификации деталей, характеризующие вид детали по технологическому методу изготовления: вид исходной заготовки, параметр шероховатости, квалитет, характеристика технологических требований, дополнительная характеристика, характеристика массы и т.д.
Структура кодового обозначения классификационных группировок признаков, характеризующих вид детали, приведена соответственно в каждом из разделов классификатора.
Структура конструкторско-технологического кода детали, состоящего из кода классификационных группировок конструктивных признаков и технологического кода, имеет вид:
Код классификационных группировок конструктивных признаков (классификационная характеристика по Классификатору ЕСКД)
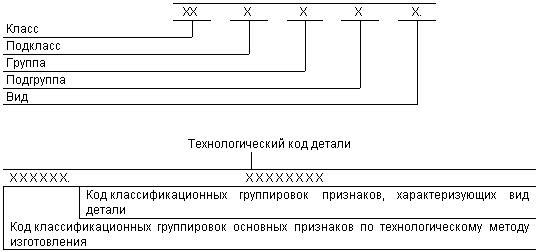
В Технологическом классификаторе в качестве кода классификационных группировок конструктивных признаков принят код классов деталей 71-76 Классификатора ЕСКД.
Структура полного конструкторско-технологического кода детали, составленного из обозначения детали по ГОСТ 2.201-80 и технологического кода, имеет вид:

Структура конструкторско-технологического и полного конструкторско-технологического кодов обеспечивает обработку информации на различных уровнях технологической подготовки производства, в различных кодовых комбинациях с использованием различных частей и сочетаний частей кода в зависимости от характера решаемых задач.
При этом допускается использование части кода классификационных группировок конструктивных признаков с необходимой степенью детализации, а также введение в технологический классификатор деталей дополнительных признаков и их кодов, которые записывают после установленного классификатором конструкторско-технологического кода детали.
В случае, когда чертежи деталей обозначены по системе, отличающейся от установленной в ЕСКД, кодирование деталей выполняется конструкторско-технологическим кодом детали, где используется только код классов деталей Классификатора ЕСКД (без кода предприятия-разработчика и порядкового регистрационного номера).
Обновления классификатора ОТКД
Список последних обновлений классификатора представлен в таблице ниже.
Подробный отчёт по изменениям каждой позиции классификатора представлен на странице История изменений позиций классификатора.
| Номер изменения | Дата утверждения | Дата введения в действие |
|---|---|---|
| Поправка 1/2006 ОТКД |
